ДВУХТУННЕЛЬНЫЕ МОРОЗИЛЬНЫЕ АППАРАТЫ ВНИХИ
Широко распространены три модели аппарата данного типа. Замораживаемый в этих аппаратах продукт укладывают на противни, которые устанавливают на многоярусную тележку таким образом, что между противнями остается зазор. Тележки с противнями закатывают в теплоизолированную камеру (в туннели, образованные оребренными батареями). В теплоизолированной камере с помощью вентиляторов создается движение воздуха поперек оси перемещения тележек. Воздух, проходя через оребренные батареи, охлаждается до температуры –30° С и направляется в зазоры между противнями на тележках, омывая при этом противни с продуктом снизу и сверху со средней скоростью 3,5–4,0 м/с.
Продолжительность замораживания пищевых продуктов (в ч) в аппаратах этого типа при температуре воздуха –30 ч –32° С приведена ниже.
КОНВЕЙЕРНЫЙ МОРОЗИЛЬНЫЙ АППАРАТ ФИРМЫ «ФРИГОСКАНДИЯ» (Швеция) ДЛЯ ЗАМОРАЖИВАНИЯ ГОТОВЫХ БЛЮД И КУЛИНАРНЫХ ИЗДЕЛИЙ
Аппарат (рис. II–20) предназначен для замораживания штучных продуктов, продолжительность замораживания которых от 10 мин. до 3 ч.
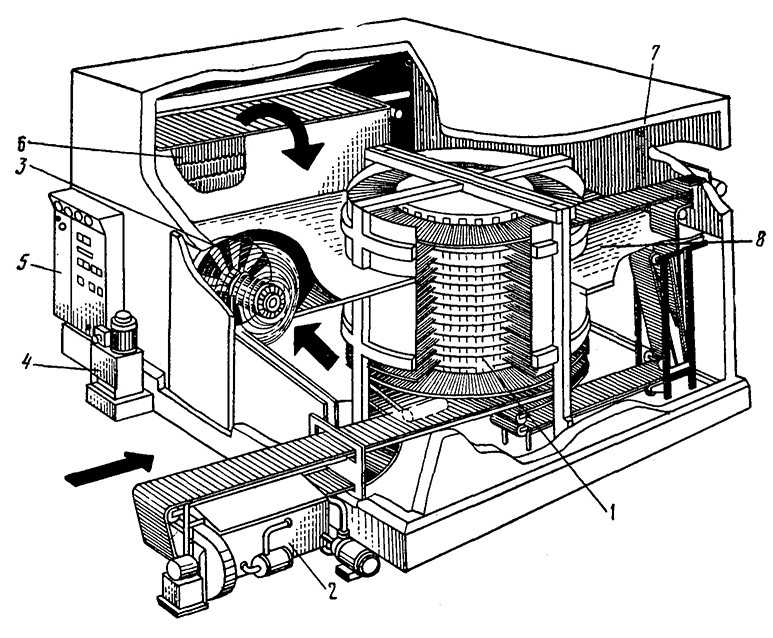
Рис. II–20. Конвейерный морозильный аппарат для замораживания готовых блюд и кулинарных изделий фирмы «Фригоскандия» (Швеция):1 – грузовой конвейер; 2 – устройство для мойки транспортерной ленты; 3 – вентилятор; 4 – привод; 5 – щит управления; 6 – охлаждающие батареи; 7 – теплоизолированная камера; 8 – перегородка
В этом аппарате можно замораживать такие продукты, как мясные и рыбные полуфабрикаты, кусочки цыпленка, готовые блюда в формочках, изделия булочные и из теста, мороженое в стаканчиках.
Продукты поступают непосредственно с продуктовой линии на конвейер аппарата, который транспортирует их в зону замораживания.
В теплоизолированной камере транспортерная лента движется вокруг вертикального барабана по спирали снизу вверх. С верхней части барабана транспортерная лента выводится через ограждение аппарата, поворачивает вокруг роллеров и вновь направляется в теплоизолированную камеру. В месте поворота транспортерной ленты вне камеры продукт сходит с транспортерной ленты и направляется на упаковку. Свободная транспортерная лента через теплоизолированную камеру возвращается к загрузочной стороне, предварительно пройдя устройство для автоматизированной мойки. Воздух охлаждается воздухоохладителем, расположенным рядом со спиральным барабаном.
Осевые вентиляторы, расположенные внизу, нагнетают воздух через охлаждающие батареи вверх. Внутренний объем теплоизолированной камеры разделен горизонтальной перегородкой на две части; наружный кожух спирального барабана в сочетании с этой перегородкой образует канал для движения воздуха через пространство, в котором перемещается транспортерная лента с продуктом. В нижней части аппарата воздух выходит из спирального барабана и направляется к всасывающей стороне вентиляторов. Схема движения воздуха в аппарате показана на рис. II–21.
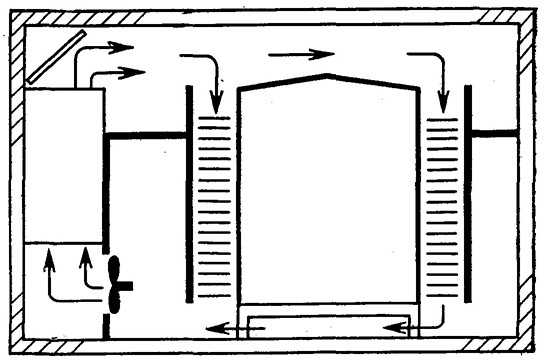
Рис. II–21. Схема движения воздуха в конвейерном морозильном аппарате для замораживания готовых блюд и кулинарных изделий фирмы «Фригоскандия» (Швеция)
Скорость транспортера можно плавно изменять в пределах, обеспечивающих необходимую продолжительность замораживания для различных продуктов.
Конструкция аппарата основана на использовании транспортерной ленты (рис. II–22), элементы которой обладают относительной подвижностью в горизонтальной плоскости. Все элементы конвейера, соприкасающиеся с продуктом, выполнены из нержавеющей стали.
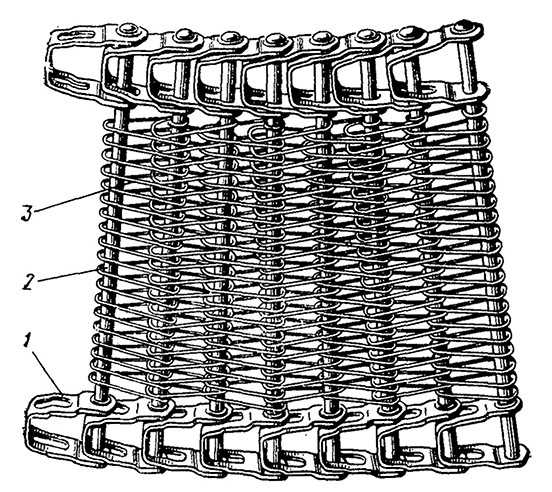
Рис. II–22. Конструкция транспортерной ленты в конвейерном морозильном аппарате для замораживания готовых блюд и кулинарных изделий фирмы «Фригоскандия» (Швеция):1 – звено цепи; 2 – пруток; 3 –проволочная спираль.
В процессе замораживания продукт сохраняет свое положение относительно транспортерной ленты. Эта особенность позволяет одновременно замораживать различные продукты, продолжительность замораживания которых одинакова, сохраняя при этом определенное направление потока каждого из них в общем технологическом процессе, что дает возможность использовать один аппарат в сочетании с несколькими линиями для производства различных быстрозамороженных продуктов. Загрузочная часть аппарата показана на рис. II–23.
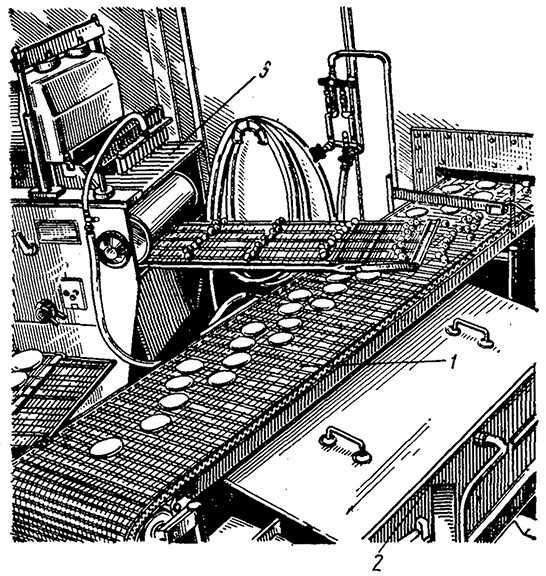
Рис. II–23. Загрузочная часть конвейерного морозильного аппарата для замораживания готовых блюд и кулинарных изделий фирмы «Фригоскандия» (Швеция):1 – грузовой конвейер; 2 –агрегат для мойки конвейера; 3 – формовочный автомат.
При замораживании большинства продуктов иней с батарей воздухоохладителя оттаивают два раза в неделю без отепления зоны замораживания продукта, как правило, горячими парами хладагента. В отдельных случаях предусматривают и водяную систему оттаивания. В качестве хладагента используют аммиак или фреон-22. Температура воздуха в аппарате –40° С. Изготовляют пять вариантов аппарата с различной шириной транспортерной ленты. От ширины ленты зависит диаметр барабана. Минимальный диаметр по оси транспортерной ленты 2,2 м. При этом габаритные размеры аппаратов (в м) следующие:
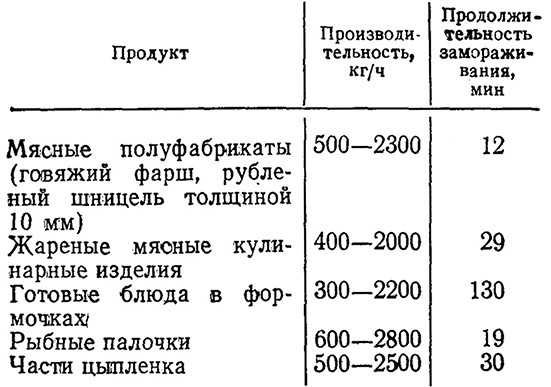
Производительность этих аппаратов и приблизительная продолжительность замораживания некоторых продуктов приведены в табл. II–3.
Таблица II–3Техническая характеристика аппарата фирмы «Фригоскандия» (Швеция)
Аппараты подобной конструкции выпускают и другие зарубежные фирмы, например, фирма «FRICK EUROPA» изготовляет аппарат, получивший название «Spiro-flex».
Расчёт вентиляции
В воздух агрегатного участка попадают вредные вещества (пыль, окись углерода, масла, и др.). Такой воздух вредно действует на здоровье работающих, ухудшает их самочувствие и снижает производительность труда, а в некоторых случаях может привести к серьезным заболеваниям и отравлениям организма человека
Поэтому важно поддерживать воздух в чистом состоянии. Для этого на участке предусмотрена общая приточно — вытяжная вентиляция и местные вентиляционные отсосы
Определяем объем участка, м3 по формуле 6.3
V = Fу * hуч , (6.3)
где: Fу = 36 м2 — площадь пола участка;
hуч = 3 м — высота участка.
V = 36 * 3 = 108 м3
Объем воздуха, удаляемого с агрегатного участка определяем по формуле 6.4
W = V * K, (6.4)
где: V = 108 м3 — объем участка;
К = 3 — рекомендуемая кратность обмена воздуха.
W = 108 * 3 = 324 м3/час
Выбираем вентилятор из таблицы производительностью, не ниже 300 м3/час.
Принимаем вентилятор ЭВР-3 производительностью 800 м3/час с электродвигателем с частотой вращения 1000 об./мин. из таблицы 7 пояснительной записки.









Таблица 7 Вентиляторы
|
Модель |
Тип |
Подача, м3/час |
Развиваемое давление, Па |
Частота вращения, об./мин. |
К.П.Д. |
|
ЦАГИ-4 |
Осевой |
1800 |
90 |
1500 |
0,5 |
|
ЦАГИ-5 |
Осевой |
2500 |
63 |
1000 |
0,55 |
|
ЦАГИ-6 |
Осевой |
5000 |
100 |
1000 |
0,62 |
|
ЭВР-2 |
Центробежный |
200 |
250 |
1500 |
0,35 |
|
ЭВР-3 |
Центробежный |
800 |
250 |
1000 |
0,45 |
|
ЭВР-4 |
Центробежный |
2000 |
520 |
1000 |
0,48 |
Общие сведения о технологических процессах
Технические воздействия, направленные на поддержание исправного технического состояния (ТО) или на восстановление утраченной работоспособности подвижного состава (ТР), выполняются по определённым технологиям. Технология ТО и ремонта автомобиля представляет собой способ и приемы изменения техническо …








Максимальная длительность коммутационного интервала
По формуле (2.8) из (1.12) где tkmax — максимальная длительность коммутационного интервала; С=Сmax. Взаимосвязь tkmax c током нагрузки является существенным недостатком преобразователей, выполненных по схемам, в которых коммутирующий конденсатор перезаряжается током нагрузки. При таких схемах д …
Выбор марки
смазочного материала для редуктора
На выборе марки минерального масла для зубчатых передач оказывают влияние: температурный режим (50-1300С), окружная скорость, нормальные контактные напряжения в зоне контакта, твердость и состояние контактирующих поверхностей Как правило, для легко- и средненагруженных зубчатых передач применяют ин …
АППАРАТ СМА-1 ДЛЯ ЗАМОРАЖИВАНИЯ ПЕЛЬМЕНЕЙ НА ЛОТКАХ (ПОДКЛАДКАХ)
На непрерывно действующем аппарате СМА-1 производительностью 80 кг/ч пельмени замораживаются на металлических лотках в потоке холодного воздуха.
Аппарат (рис. II–26) представляет собой разборную теплоизолированную камеру, в которой установлен цепной роликовый конвейер с укрепленными на нем через каждые 40 мм проволочными лопастями. По обеим сторонам конвейера размещены испарители, выполненные из медных оребренных труб диаметром 16 мм. Через испарители и конвейер в поперечном направлении продувают воздух, причем каждая ветвь конвейера охлаждается тремя воздушными потоками.

Рис. II–26. Морозильный аппарат СМА-1 для замораживания пельменей:1 – корпус; 2 – конвейер; 3 – лопасти конвейера; 4 – привод конвейера с вариатором скорости; 5 – испарители; 6 – центробежный вентилятор ЭВР-2; 7 – воздуховоды; 8 – загрузочное окно; 9 – разгрузочное окно; 10 – водостоки; 11 – разгрузочное устройство.
Под конвейером смонтированы вентилятор, двухступенчатый червячный редуктор и бесступенчатый клиноременный вариатор скорости привода конвейера. Испарители (воздухоохладители) снабжены кожухами и поддонами, в результате чего достигается эффективная обдувка батарей воздухом и отвод талой воды, которая удаляется с помощью системы устройств для оттаивания.
В электрическую схему аппарата включены блокирующее устройство и световой сигнализатор, оповещающий о неисправности механизмов. На линии всасывания холодильного агрегата установлено реле давления. Температура в камере контролируется однопозиционным термостатом. У одной из торцевых стенок аппарата расположены фреоновые магистрали, дренажные коллекторы, приборы автоматического регулирования работы холодильной машины и соленоидные вентили для оттаивания испарителей. Аппарат обслуживается двухступенчатым фреоновым агрегатом ФДС- 1М.
При производстве пельменей на единой технологической линии лотки с отштампованными на них пельменями поступают с конвейера формовочного автомата ВПМ-Ц на загрузочный стол, шарнирно укрепленный на передней панели аппарата СМА-1. Стол наклоняется при помощи синхронизирующего механизма, и лоток передается на лопасть движущегося конвейера. Через 15–20 с лоток принимает вертикальное положение, в котором транспортируется к месту выгрузки. При вертикальном положении лотков пельмени удерживаются на них, так как прилипают к ним при штамповке и примерзают, проходя через камеру. Скорость движения конвейера регулируется вариатором с таким расчетом, чтобы продукт находился в аппарате 23–35 мин. Проходя по нижней ветви конвейера, лотки с пельменями удерживаются остановами, укрепленными на лопастях конвейера. Когда лоток подходит к месту выгрузки, разгрузочное устройство направляет его из межлопастного пространства в приемник.
Быстрое замораживание пельменей достигается в результате создания значительной скорости движения воздуха, обдувающего лотки с продуктом, расстояние между которыми составляет 40 мм. Примерзшие пельмени отделяются при автоматическом встряхивании лотков.
Техническая характеристика аппарата СМА-1Производительность, кг/ч 80Температура воздуха, °С –30Скорость движения воздуха у лотков с пельменями, м/с 1,6Холодопроизводительность компрессора при температуре кипения фреона 22–45° С, Вт (ккал/ч) 14000 (12000)
Мощность электродвигателя, кВтКонвейера 0,6Вентилятора 1,7Производительность вентилятора ЭВР-2, м3/с 0,4Количество лотков с пельменями на конвейере 125Продолжительность замораживания пельменей до –14° С, мин 23–35
Габаритные размеры аппарата, ммДлина 3100Ширина 2000Высота 1650
Масса аппарата с изоляцией, кг 800
Аппарат прост, надежен и удобен в эксплуатации, он обслуживается одним рабочим. При производительности 80 кг/ч расход электроэнергии на выработку 1000 кг пельменей составляет 20,6 кВт-ч; потери от замораживания продукта 0,78%.
Линии для производства пельменей, укомплектованные формовочным автоматом ВПМ-1 и скороморозильным аппаратом СМА-1, предназначены для мясокомбинатов малой мощности и предприятий общественного питания.